Over-temp Device For Nilfisk SH Truck On A Farm In Enderby
What they needed
We were called out to a farm in Enderby where a Nilfisk SH Truck Booster system was repeatedly being brought back for repair due to ongoing issues with leaks and overheating. The machine required a preventative solution rather than repeated reactive repairs.
Problem / Requirement
- Existing setup: Nilfisk SH Truck Booster in regular farm use.
- Main issues: Leaking trigger guns causing the machine to run continuously, leading to overheating and component damage.
- Additional faults: Sticking ball valve causing the inlet tank to overflow.
- Site conditions: Unattended operation at times, increasing the risk of prolonged running.
- Usage: Frequent agricultural cleaning with risk of operator oversight.
The machine had previously been left running overnight due to leaking guns, which caused the pump to overheat, warp the tank, and ultimately melt the internal pump seals. This resulted in repeated breakdowns and ongoing repair costs. A solution was needed to both repair the damage and prevent it from happening again.
Our Solution
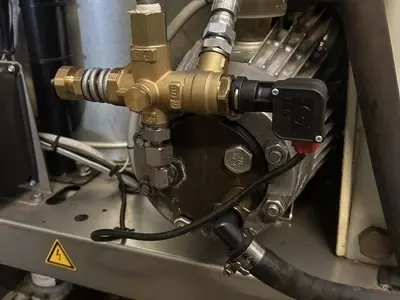
- Replaced damaged pump seals caused by overheating.
- Installed an over-temperature protection system to monitor pump head temperature.
- Configured the system to automatically shut the machine down if the pump exceeds 60°C.
- Integrated this with the machine’s programmed shutdown timer to provide an additional layer of protection.
- Replaced the faulty ball valve that was sticking and causing tank overflow.
- Carried out a full clean-down of the machine and internal components.
- Ensured all systems were operating correctly and safely following modification.
The Result
- Fully repaired system with new seals and restored pump performance.
- Automatic protection against overheating, preventing damage from unattended running.
- Dual-layer protection with temperature cut-out and programmed shutdown timer.
- Elimination of overflow issues with a properly functioning inlet valve.
- Reduced risk of costly breakdowns and repeat call-outs.
- A far more user-proof system designed to handle real-world farm conditions.
- Long-term reliability improved through preventative design rather than repeated repair.
This was a good example of putting a proper solution in place to stop the issue happening again, rather than just repairing the same fault repeatedly.